- Conseils & Astuces
- Soudure
- Comment bien lubrifier un robinet
- Types de bandes d'étanchéité
- Adhésifs anaérobies
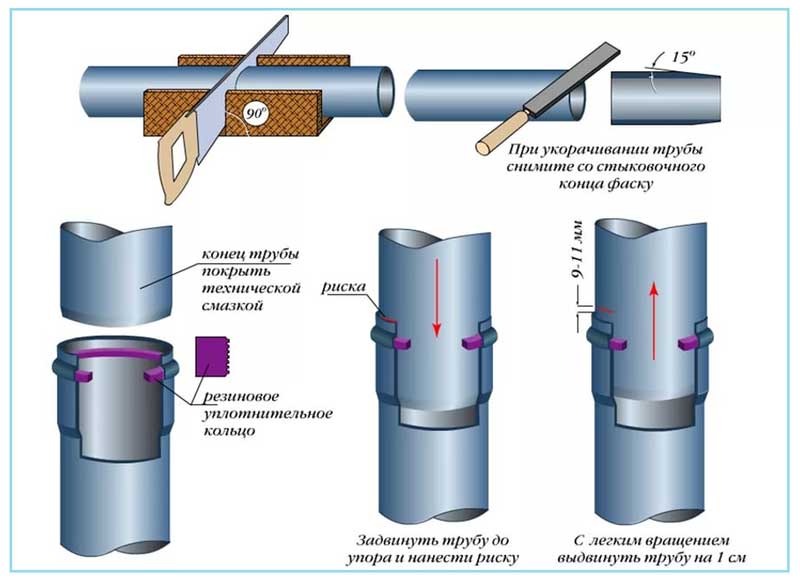
- Accouplements
- Tuyaux d'amarrage en métal et en plastique
- Raccordement à bride des conduites de gaz
- Pâte à polir GOI Archimède Norma
- Tableau 1. Abrasif GOST 3647-80
- Quelle est la capacité de polissage
- Ordre de rodage
- L'ordre de rodage est le suivant :
- Lin
- Quel joint est préférable de choisir pour l'installation d'un système de chauffage
- But et variété des thermoscellants
- Principales propriétés techniques du ruban d'étanchéité
- Règles pour souder le cuivre
- Souder de grandes pièces
- Fils à souder ou fil
- Plats à souder ou trous à souder dans le cuivre
- Méthodes de vérification de l'étanchéité des connexions
- Caractéristiques de l'installation de raccords filetés
- Instructions d'installation étape par étape
- Raccord de tuyau métallique sans filetage
- Sceller avec du fil de lin
- La question de l'emballage
Conseils & Astuces
Les artisans professionnels partagent plusieurs recommandations sur la façon de rendre les raccords filetés d'étanchéité aussi simples et durables que possible.
- N'ayez pas peur que le mastic non durci sorte de l'intérieur du tuyau. Il ne durcira pas et pendant le fonctionnement du système d'alimentation en eau, il sera simplement lavé à l'eau. Les gels anaérobies sont totalement inoffensifs, mais il est toujours préférable de laisser le robinet ouvert pendant un certain temps afin que l'excès de mastic soit complètement éliminé.
- Lors du vissage de raccords traités avec du produit d'étanchéité pour filetage, il n'est pas nécessaire de serrer les filetages avec des clés. L'effort maximal des mains sera tout à fait suffisant, mais vous devez vraiment l'envelopper de toutes vos forces.
- Si le tuyau est fragile, vous n'avez pas besoin d'essayer de dérouler le joint traité avec des produits d'étanchéité. La chaleur doit être appliquée immédiatement. 170 degrés suffiront.
- Si possible, il est préférable de s'abstenir d'utiliser des produits d'étanchéité pour les installations temporaires. Le démantèlement des connexions nécessitera beaucoup de temps et d'efforts, ce qui n'est pas entièrement payé. Il est préférable de recourir à l'utilisation de fils d'étanchéité ou de lin pour un usage temporaire.
Pour les caractéristiques du produit d'étanchéité pour filetage, voir la vidéo suivante.
Soudure
 Equipement pour souder des tuyaux en polyéthylène
Equipement pour souder des tuyaux en polyéthylène
Il serait plus correct de dire soudure bout à bout. Il est également utilisé pour les tuyaux en polyéthylène. La condition de sa mise en place sera la mobilité des deux parties articulées. Sinon, le processus sera interrompu. En termes d'efficacité, il n'est pas inférieur à l'électrofusion. Pour effectuer les travaux, vous aurez besoin d'une unité modulaire. Ses composants sont une centrale hydraulique, une fraise, un fer à souder et un centreur. Pour l'utiliser correctement, procédez comme suit :
- Les inserts sont montés dans un étau spécial en fonction de la taille du tuyau en cours de traitement.
- Les tuyaux sont bridés. Ne soyez pas zélé, si vous serrez trop les boulons, l'extrémité perdra la forme d'un cercle, ce qui entraînera des problèmes.
- Les zones soudées sont nettoyées de la saleté et de la poussière.
- Un couteau de construction ou un autre dispositif élimine les copeaux sur le chanfrein, le cas échéant.
- Sur le bloc hydraulique, la vanne s'ouvre lentement avant que le mouvement des composants sur le centreur ne commence. La valeur de pression est marquée comme fonctionnant.
- Les pièces sont élevées, une tondeuse est insérée entre elles. Il démarre et le changement de vitesse est refait. Après quelques tours de couteaux, l'appareil peut être récupéré.
- Pour vérifier l'exactitude et la régularité du joint, les buses sont à nouveau déplacées et bien inspectées.
- Les joints sont dégraissés avec un solvant ou une lingette imbibée d'alcool.
- Le fer à souder est chauffé.
- Après avoir atteint la température de consigne, il est installé entre les pièces.
- La pression de soudage est réglée selon le tableau et les modules de centralisation sont à nouveau décalés. Ils sont maintenus en tension jusqu'à la formation d'un influx de 1 mm.
- Après cela, la pression est relâchée et ils se réchauffent pendant quelques secondes de plus.
- Les pièces se séparent et le réchauffeur est retiré. Dans les 5 secondes, ils doivent être reconnectés sous tension pendant 5 secondes supplémentaires. Après cela, la force est supprimée et le temps de refroidissement est attendu.
Jusqu'à la fin de la période de temps indiquée pour le refroidissement, en aucun cas l'étau ne doit être retiré ou les tuyaux inclinés de quelque manière que ce soit. Cela peut entraîner une dépressurisation.
Comment bien lubrifier un robinet
L'algorithme général de réparation de toute vanne à gaz se résume aux étapes suivantes :
- Couper l'alimentation en gaz.
- Coupez l'alimentation du secteur dans le tableau de distribution. Si, pour une raison quelconque, l'accès y est bloqué, éteignez tous les appareils électriques et les lampes des prises.
- Retirez tous les matériaux et ustensiles inflammables (y compris les allumettes, les solvants, etc.).
- Fermez la porte de la cuisine et ouvrez la fenêtre.
- Démonter le robinet.
- Bouchez la colonne montante avec un chiffon humide.
- Appliquez du lubrifiant.
- Retirez les chiffons et assemblez le robinet.
- Aérer la pièce.
Le démontage de la grue nécessite de l'expérience et une extrême précision.Si vous avez besoin de lubrifier la conduite de gaz sur le poêle, vous devrez retirer les plaques tournantes (drapeaux) et le panneau avant ou supérieur en dessous. Le dispositif de robinet s'ouvrira.

Pour les poêles de type Hephaestus, il n'est pas nécessaire de soulever le panneau avec des brûleurs - le capot avant se retire tout seul, alors qu'il est assez simple, car il est fixé à des vis autotaraudeuses. Les vannes sont fixées avec des brides à deux vis - pour les retirer, vous aurez besoin d'un tournevis cruciforme.
Types de bandes d'étanchéité
Ce matériau est produit sous forme d'enroulement sur une bobine pouvant atteindre 10 mètres de long. Il est utilisé avec succès pour l'enroulement des filetages de tuyaux dans les systèmes sous pression, y compris la plomberie, le gaz et le chauffage.
Son but dans les joints est une charge déformable qui agit comme un lubrifiant de filetage, contribuant à une augmentation de l'étanchéité. Ce joint est disponible en 3 types :
- type 1 - destiné à être utilisé dans les systèmes de canalisations pour le transport de liquides agressifs, utilisé avec de la vaseline purifiée;
- type 2 - pour pomper des oxydants forts, ce qui interdit l'utilisation d'un scellant supplémentaire sous forme d'huiles;
- type 3 - utilisé pour le transport de liquides et de gaz relativement purs, l'utilisation de la lubrification est exclue.
Adhésifs anaérobies
Ce matériau a une bonne viscosité et une consistance liquide. Ils peuvent se retrouver longtemps à l'air libre sans altérer leurs propriétés. Lorsqu'ils pénètrent dans des joints filetés où il n'y a pas d'air, ils polymérisent sans retrait. Le résultat est une substance très solide et solide, dont les propriétés sont similaires à celles du plastique. Il offre une excellente étanchéité et remplit complètement l'espace dans le filetage, quelle que soit la pression du liquide ou du gaz dans les tuyaux.Un avantage important des adhésifs anaérobies est qu'ils ne se transforment en une substance solide que dans les raccords filetés et qu'à l'air libre, ils restent liquides et n'obstruent pas les équipements et les vannes. Ils peuvent être facilement retirés de la surface. Ce matériau est largement utilisé dans l'industrie.
Les adhésifs anaérobies peuvent être facilement appliqués directement à partir de l'emballage. Lors de travaux en vrac, il vaut la peine d'utiliser des distributeurs. Différents types d'adhésifs ont des temps de polymérisation différents de la substance, de 3 minutes à plusieurs heures. Le choix d'un adhésif particulier dépend de la tâche technique. Si vous avez besoin d'une installation rapide, vous devez utiliser un adhésif avec un temps de durcissement court. Dans une situation où la connexion doit être ajustée, vous pouvez choisir un adhésif qui prend sa forme définitive après un certain temps.
Un joint scellé avec un adhésif anaérobie peut être démonté à l'aide d'outils conventionnels. Après durcissement, l'adhésif est non toxique, ce qui le rend adapté à l'industrie alimentaire. La température de fonctionnement des mastics anaérobies est de -55 à +150 degrés Celsius. Certains types de colle peuvent supporter jusqu'à +200 degrés. Lorsqu'ils sont brièvement exposés à des températures plus élevées, ils peuvent continuer à faire leur travail sans changer de propriétés.
Le coût des adhésifs anaérobies est plus élevé que celui des autres types de mastics. Cependant, ils calculent entièrement le prix déclaré. La fiabilité de la connexion à l'aide d'un adhésif anaérobie est bien supérieure à celle de tout autre matériau. Chaque propriétaire choisit lui-même ce qui est le plus important pour lui : la confiance et la fiabilité ou la probabilité de pertes importantes en cas de panne du système.
Les avantages incontestables d'un scellant adhésif anaérobie comprennent la facilité d'utilisation, l'étanchéité des filetages quelle que soit la force, l'installation facile du système grâce au pouvoir lubrifiant, la capacité de résister à plus de pression de gaz ou de liquide, un meilleur rapport qualité-prix, la préservation de la forme liquide à l'air libre air.
Les inconvénients de cette substance comprennent l'impossibilité d'utiliser dans un environnement oxydant et oxygéné et à basse température en raison d'une augmentation du temps de polymérisation. Cette composition peut être utilisée exclusivement sur des filetages secs et n'est pas recommandée pour l'installation de tuyaux d'un diamètre supérieur à M80.
Accouplements
Lors de la réparation de systèmes de gaz et d'eau ou de la pose de nouveaux systèmes, la question se pose: quelle est la meilleure façon de connecter les colonnes montantes et de sceller les joints apparus.
Si nous parlons de connexions détachables, il est préférable de connecter les colonnes montantes à l'aide de raccords. Ils peuvent être utilisés à la fois sous forme de raccords et d'adaptateurs, si les dimensions linéaires, y compris les diamètres des raccords de tuyaux filetés, sont différentes.
- fiabilité;
- la disponibilité et l'étendue de l'assortiment ;
- rapidité, facilité de montage et de démontage ;
- faible coût.
Selon les types de colonnes montantes, des raccords de connexion similaires sont produits. Le mastic est sélectionné de la même manière. Si les raccords métalliques sont le plus souvent scellés avec de la peinture à l'huile, le ruban FUM et le mastic synthétique, en particulier un mastic anaérobie, sont les mieux adaptés aux pièces en plastique.
Tuyaux d'amarrage en métal et en plastique
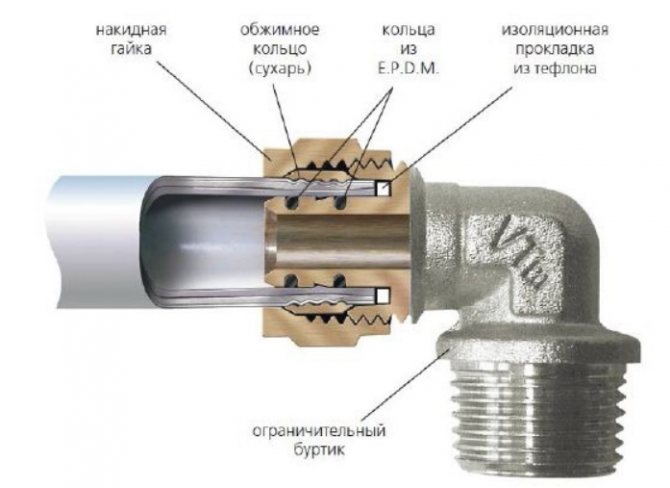
La popularité des tuyaux en polymère dans les canalisations domestiques nécessite souvent leur raccordement aux tuyaux métalliques existants. Pour cela, des adaptateurs spéciaux sont utilisés. Les plus courants d'entre eux sont les raccords dits "américains" ou "mamelons".







L'adaptateur américain se compose de deux parties. A une extrémité de la pièce métallique, un filetage externe ou interne est appliqué, selon le type de coupe du tuyau à raccorder. À l'autre extrémité se trouve un filetage externe. La deuxième partie est en plastique et se termine par un écrou-raccord avec un filetage intérieur. Les deux parties sont reliées entre elles par vissage de l'écrou sur le filetage de l'élément métallique. Joint d'étanchéité - grâce à un joint d'étanchéité à l'intérieur de l'écrou-raccord.
Adaptateur américain reliant le métal et le plastique
La première partie de l'adaptateur est vissée dans le tuyau métallique à raccorder et le tuyau de sortie est soudé par soudage polymère à la canalisation en plastique.
Un raccord mamelon est un manchon en polymère à l'intérieur duquel une partie métallique filetée est soudée. Il fournit un joint avec un tuyau en acier et le manchon lui-même est soudé à un pipeline en plastique.
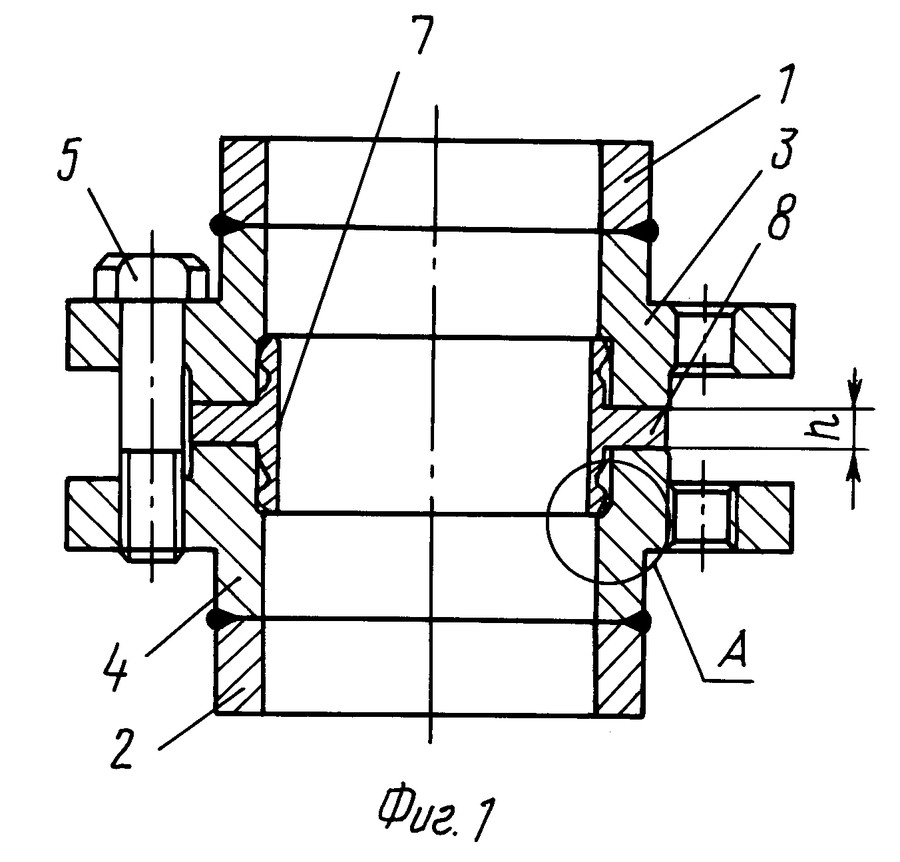
Raccordement à bride des conduites de gaz
 La connexion à bride est le type le plus courant de connexion de tuyau amovible.
La connexion à bride est le type le plus courant de connexion de tuyau amovible.
En raison de la simplicité de conception, de la facilité de démontage et de montage. Mais en même temps, il y a un coût de travail élevé et une faible fiabilité de la connexion par rapport au soudé.
Et si la pression du fluide transporté change, une fuite de gaz peut se produire.
Le raccordement à bride se compose de :
- à partir de 2 brides ;
- attaches - goujons, boulons, écrous;
- Joint torique ou joint.
Le plus souvent utilisé joints techniques en caoutchouc, carton amiante ou feuille de paronite.
Bonjour chers lecteurs. La question de savoir comment sceller les filetages d'un tuyau de gaz est tout à fait pertinente. Après tout, c'est une zone très vulnérable. C'est là que se produisent la plupart des fuites.
Pâte à polir GOI Archimède Norma
Pâte à polir GOI Archimède Norma s'entend pour le polissage des métaux, du verre et du plastique. Il peut également être utilisé pour préparer la surface au polissage. La pâte permet une utilisation aussi bien manuelle que mécanique sur tous types de peinture. La pâte est conçue pour éliminer : la couche superficielle oxydée ; zones pigmentées de peinture; défauts de revêtement ; rayures et rayures; traces tenaces d'insectes.
Tableau 1. Abrasif GOST 3647-80
| Groupes | Pièces | Groupes | Pièces |
| grain | Granulométrie µm | grain | La désignation |
| Grain de ponçage | Poudres à broyer | ||
| Verre, corindon ou mélange | |||
| 63 — 50 | M63 | ||
| 50 — 40 | M50 | ||
| Poudres de micro-broyage | |||
| 25-28 | M28 | ||
| 18-20 | M20 | ||
| 12-14 | M14 | ||
| 10 | M 10 | ||
| 7 | M 7 | ||
| 5 | M 5 |
| Pourcentage de composition. | rugueux | Moyen | Mince |
| Oxyde de chrome | 81 | 76 | 74 |
| gel de silice | 2 | 2 | 1,8 |
| acide stéarique | 10 | 10 | 10 |
| graisse fendue | 5 | 10 | 10 |
| l'acide oléique | — | — | 2 |
| bicarbonate de soude | — | — | 0,21 |
| kérosène | 2 | 2 | 2 |

Riz. 3 . Poudres et pâtes abrasives GOI.
Quelle est la capacité de polissage
Le test standard de capacité de polissage est effectué comme suit - des mouvements chaotiques d'une plaque en acier trempé ou en laiton sont effectués de manière chaotique sur une plaque en fonte mesurant 400 sur 450 mm. au total donnant 40 mètres de chemin à une certaine pression. La pâte rugueuse enlève environ 40 microns de métal. moyen, environ 5 microns, fin 0,25 microns.
Ordre de rodage
Les vannes à tournant sont produites en 3 types : avec un corps en fonte et un bouchon en laiton, avec un corps en laiton et un bouchon en laiton, et entièrement en fonte.
L'ordre de rodage est le suivant :
- Si la vanne est tordue du tuyau, le corps est serré dans un if avec peu de force, afin de ne pas endommager le corps, avec un grand diamètre de cône vers le haut:
- La pâte moyenne GOI est diluée avec du kérosène et appliquée uniformément au pinceau sur le corps en liège;
- Le bouton est relié à un trou fileté spécial au bas du cône ;
- Le bouchon est inséré dans le corps et tourné plusieurs fois avec une légère pression ;
- Pourquoi 5 à 6 mouvements sont-ils effectués avec la main d'environ 180 °, s'il n'y a pas de rainures sérieuses sur le liège ou le corps, cela suffit amplement;
- Retirez et inspectez le bouchon, si des sillons noirs de la pâte apparaissent dessus, il est nécessaire d'essuyer les pièces et de répéter la tentative jusqu'à ce que la noirceur disparaisse;
- Ensuite, essuyez soigneusement le liège et le corps pour les sécher. Appliquez plusieurs bandes longitudinales de craie sur le cône, insérez le bouchon et tournez-le, puis inspectez, les encoches de craie doivent être uniformément réparties sur toute la surface des pièces d'accouplement ;
- Après cela, les surfaces de contact sont à nouveau soigneusement essuyées et, après application du lubrifiant d'étanchéité pour vannes à gaz, sont assemblées. Vous devez serrer les trous filetés avec du câble ou de la fumée. le ruban est meilleur avec de la graisse d'étanchéité. La graisse d'étanchéité pour robinets de gaz peut être achetée dans un magasin de plomberie spécialisé ou commandée auprès de nombreuses ressources en ligne.
Enfin vérifié pour les fuites avec de l'eau savonneuse, le gonflage des bulles n'est pas autorisé.
Pour que le robinet fonctionne correctement, il est nécessaire que la rotation du bouchon dans le corps du robinet se fasse sans effort, garantissant une étanchéité fiable. À ces fins, des composés spéciaux d'étanchéité et anti-friction sont utilisés.Les lubrifiants d'étanchéité ont une concentration plus dure et sont utilisés pour sceller les pièces d'accouplement. Les lubrifiants anti-friction sont moins visqueux et sont conçus pour séparer les pièces mobiles. Les lubrifiants doivent assurer un fonctionnement fiable lorsqu'ils sont chauffés jusqu'à 300 °C. Des substances solides telles que des copeaux de graphite ou de fluoroplastique sont ajoutées au composé d'étanchéité. Les lubrifiants anti-friction peuvent être à base de graisse ou de silicone.
Lin

Le fil de lin est une méthode de compactage ancienne mais éprouvée. De plus, vous pouvez l'acheter dans les magasins de plomberie.
Avant d'acheter, vous devez tenir compte de certains facteurs :
- quelle est l'épaisseur du brin;
- s'il y a une odeur désagréable ou des particules de débris;
- Le fil est-il suffisamment élastique ?
Il convient également de garder à l'esprit que le lin ne convient pas à tous les systèmes de tuyauterie. L'eau et la température conduisent à la décomposition et, dans le système de chauffage, elles s'éteindront en peu de temps.








Les pâtes d'étanchéité modernes favorisent mieux la rouille sur les raccords de raccordement et les conduites de gaz.

Le fer minium est généralement le matériau le plus utilisé. Les pâtes à faire soi-même sont bon marché et gaies. Pour ce faire, prenez du blanc et versez un peu d'huile siccative, remuez le mélange jusqu'à ce qu'il ait une consistance similaire à celle de la crème sure.
Il doit être appliqué en une petite couche fine directement sur le fil lui-même. Répartir et sécher uniformément le matériau. Le blanc de plomb rouge fonctionne mieux avec des tuyaux en acier.
Du fait que la couche supérieure de fer est oxydée, les composés insolubles ne laissent pas passer les molécules d'ozone, selon le principe de la magie.
Achetez des pâtes hermétiques prêtes à l'emploi dans les magasins spécialisés :
Gebatout 2 (pâte à base de charges minérales et de polymères synthétiques). Pastum GAS (inhibiteur de corrosion, charges).
Multipak (huile de paraffine naturelle avec inclusion de minéraux). Unipak (minéraux naturels, acides gras). L'absence des fonds ci-dessus n'est pas du tout un problème.
Le processus de travail est le suivant : on sépare une partie du lin de l'écheveau entier, deux allumettes d'épaisseur. Nous enroulons sur une connexion filetée, à partir de la base du tuyau et jusqu'à la fin.
Après cela, nous enduisons la structure formée de pâte, cela est nécessaire pour que les joints tiennent bien ensemble.
Quel joint est préférable de choisir pour l'installation d'un système de chauffage
À ce jour, les principaux critères de choix de la meilleure technologie pour sceller les filetages des connexions des systèmes de chauffage sont l'expérience et les matériaux avec lesquels travailler.
Ainsi, lorsque vous travaillez avec des radiateurs et des vannes en fonte, la meilleure option pour eux est d'utiliser un fil de lin avec de la pâte de plomberie ou un mastic silicone résistant à la chaleur.
Pour les connexions de petit diamètre jusqu'à 25 mm des raccords de marque, il est recommandé d'utiliser du ruban FUM ou du mastic adhésif.
Pour installer des robinets ou raccorder des radiateurs en acier, en aluminium ou bimétalliques, vous pouvez utiliser tout l'arsenal de moyens pour sceller les connexions.
Le seul point auquel vous devez faire attention est que lors de l'installation de canalisations en cuivre, vous devez étudier attentivement les instructions du mastic afin d'exclure l'incompatibilité de la composition de l'adhésif et du métal non ferreux.
But et variété des thermoscellants
Il convient de noter qu'il est difficile de se passer de mastic dans de nombreux domaines de la vie humaine, de la vie quotidienne au secteur industriel. Après tout, que faire s'il est nécessaire d'éliminer les espaces, par exemple entre un mur et des cadres de fenêtre ? C'est vrai, nous allons au magasin et achetons du silicone. Mais une simple colle remplira-t-elle toutes ses fonctions lorsqu'elle est exposée à de très hautes températures ? La réponse à cette question est sans équivoque - non. Bien sûr, leur régime de température est assez important et, dans certains cas, il peut atteindre 200 ° C, mais cela ne suffit souvent pas. Et toutes les substances d'étanchéité ne conservent pas leurs propriétés même à cette température.







Ainsi, un mastic résistant à la chaleur est utilisé pour isoler les joints sur des objets "chauds". Il s'agit notamment des conduites d'eau chaude sanitaire, des fours à foyer ouvert, des cheminées, des foyers, des moteurs, y compris des moteurs d'automobiles, des éléments de turbines, des compresseurs, des pompes, ainsi que des unités fonctionnant à la vapeur, en milieu chimique et gazeux. Ces mastics sont divisés en silicone et silicate.
Le premier scellant à haute température est une substance pâteuse de teinte rouge, brune et rouge-brune. Son composant principal est le caoutchouc de silicone et, grâce aux oxydes de fer, la résistance à la chaleur souhaitée est atteinte. Ces mastics sont divisés en neutres et acides. Ces derniers ont des limites d'utilisation, car l'acide libéré lors de la solidification affecte négativement les surfaces en pierre, en béton et en métal. Par conséquent, de telles compositions "agressives" sont applicables pour travailler avec du bois, du verre, du plastique et de la céramique. Les neutres n'ont aucune restriction, car dans ce cas, des liquides sûrs contenant de l'alcool et de l'eau sont libérés pendant la vulcanisation.
En plus de la composition, les mastics silicones sont également divisés en fonction du domaine d'application.
- Les options alimentaires ne contiennent pas de toxines et sont absolument sans danger pour la santé humaine.
- La colle thermofusible sanitaire a trouvé son application en médecine.
- Le mastic résistant à la chaleur pour le moteur résiste aux composants agressifs, à l'antigel, aux huiles et autres produits chimiques automobiles, ainsi qu'à une plasticité accrue. Ce thermofusible a généralement une couleur rouge.
- Les mastics haute température pour fours sont également très populaires. Ils sont utilisés dans l'industrie et dans la vie courante pour assembler les structures de fours.
- Les compositions universelles peuvent traiter presque toutes les surfaces et joints dans la zone affectée par la chaleur.
Les mastics au silicate sont plus résistants à la chaleur et peuvent supporter jusqu'à 1500 ° C, ils sont donc utilisés dans les structures en contact avec un feu ouvert. Ils sont à base de silicate de sodium. En raison de la couleur, ces mastics sont également appelés noirs. Il est conseillé de les utiliser pour le traitement des fissures dans les foyers, les cheminées, les fours, les fours, y compris les foyers ouverts, les chaudières de chauffage, etc.
Principales propriétés techniques du ruban d'étanchéité
La bande FUM a les caractéristiques suivantes :
- Coefficient de frottement réduit. Le joint fluoroplastique, en plus de la plasticité, est glissant, ce qui simplifie la pose des raccords.
- Stabilité thermique, permettant de résister à des températures allant jusqu'à 260 degrés sans destruction ni perte des propriétés d'étanchéité. De plus, les plastiques fluorés sont des diélectriques très efficaces.
- Force et plasticité.Les joints fabriqués dans ce matériau fonctionnent de manière stable à des pressions allant jusqu'à 10 MPa et sont capables de résister à des charges à court terme jusqu'à 42 MPa, par exemple celles qui se produisent lors de chocs hydrauliques dans les systèmes de canalisations. La durée de vie d'un joint en ruban FUM (fumka) est fixée à 13 ans. Se décompose plus rapidement lorsqu'il est exposé à la lumière, mais ce n'est pas notre cas, il vous suffit de prendre en compte ce facteur lors de l'organisation du stockage du matériau.
- passivité chimique. Non sujet à la destruction sous l'influence des acides et des alcalis, qui est déterminée par la répartition uniforme des atomes de fluor sur la surface du produit. Les solvants capables de détruire ce mastic n'ont pas encore été inventés. Résistant aux processus de décomposition.
Nous examinerons plus en détail comment utiliser correctement le ruban FUM pour les tuyaux de gaz et de plomberie.
Règles pour souder le cuivre
Lorsqu'il est nécessaire de souder un produit en cuivre ou un produit contenant des composants en cuivre, il est impossible de donner une réponse sans ambiguïté sur comment et quelle est la meilleure façon de le faire. Le choix de la méthode et des outils dépend de nombreux facteurs, tels que la taille et le poids des pièces, leur composition. La charge à laquelle les produits déjà soudés doivent être soumis est également prise en compte. Il existe plusieurs méthodes de soudure, et mieux vaut toutes les connaître afin de choisir la plus adaptée si nécessaire.
Souder de grandes pièces
Schéma de soudure capillaire du cuivre.
Si vous devez souder des pièces massives ou volumineuses qui ne peuvent pas être chauffées à la température souhaitée avec un fer à souder, une torche et une soudure au cuivre sont utilisées. Le flux dans ce cas est le borax. Force soudure cuivre-phosphore supérieur à l'étain standard.
Une fine couche de flux est appliquée sur le tuyau ou le fil nettoyé mécaniquement.Après cela, un raccord est mis sur le tuyau, également nettoyé mécaniquement. À l'aide d'un brûleur à gaz, la jonction est chauffée jusqu'à ce que le cuivre revêtu de flux change de couleur. Le flux doit devenir argenté, après quoi vous pouvez ajouter de la soudure. La soudure fond instantanément et pénètre dans l'espace entre le tuyau et le raccord. Lorsque des gouttes de soudure commencent à rester à la surface des tuyaux, la soudure est retirée.
Ne surchauffez pas les tuyaux, car cela ne contribue pas à l'apparition d'un effet capillaire plus important. Au contraire, le cuivre chauffé au noir est moins soudable. Si le métal commence à noircir, le chauffage doit être arrêté.
Fils à souder ou fil
La soudure au chlorure de zinc ne doit pas être utilisée pour souder des fils de cuivre fins, car cela détruirait le cuivre. Si aucun flux n'est disponible, dans ce cas vous pouvez dissoudre un comprimé d'aspirine dans 10-20 ml d'eau.
Schéma de soudage du cuivre dans un environnement de gaz inerte.
Le fil de cuivre ou les pièces en fil de différentes sections peuvent être facilement chauffés à la température souhaitée à l'aide d'un fer à souder. Le régime de température doit être celui auquel la soudure fond, étain ou plomb-étain, et la soudure est également effectuée par celle-ci. Les flux doivent contenir ou être fabriqués à partir de colophane, de l'huile de soudure ou même de la colophane elle-même peut être utilisée.
La surface du fil est nettoyée de la saleté et du film d'oxyde, après quoi les pièces sont étamées. Ce processus consiste à appliquer une fine couche de flux ou de colophane sur le cuivre chauffé, puis à souder, qui est répartie sur la surface aussi uniformément que possible avec un fer à souder.Les pièces qui doivent être connectées sont connectées et chauffées à nouveau avec un fer à souder jusqu'à ce que la soudure déjà solidifiée recommence à fondre. Lorsque cela se produit, le fer à souder est retiré et le joint refroidit.
Les pièces peuvent être serrées dans un étau de sorte que la distance entre elles soit de 1 à 2 mm. Le flux est appliqué sur les pièces et chauffé. La soudure est apportée à l'espace entre les parties chaudes, qui fondra et remplira l'espace. La température de fusion de la soudure à souder de cette manière doit être inférieure à la température de fusion du cuivre, afin que les pièces ne se déforment pas. La pièce refroidit, puis elle est lavée à l'eau et finie, si nécessaire, avec du papier de verre jusqu'à ce qu'elle soit lisse et uniforme.
Plats à souder ou trous à souder dans le cuivre
Lors de la soudure des plats, on utilise de l'étain pur, dont le point de fusion est supérieur à celui de la soudure contenant de l'étain ou du plomb. Parfois, pour souder de grandes pièces, on utilise des fers à souder à marteaux, chauffés à feu ouvert avec un brûleur à gaz ou un chalumeau. À l'avenir, tout se passe selon le schéma standard: nettoyage, fluxage et étamage, assemblage de pièces et chauffage avec un fer à souder. C'est pour ce fer à souder que la soudure à l'étain pur convient.
De l'intérieur, le raccord a généralement une bordure qui l'empêche d'être enfilé à travers le tuyau. Il peut être enlevé avec une lime grossière si le raccord doit être poussé sur le tuyau plus loin que prévu et le trou inutile doit être scellé de cette manière.
Méthodes de vérification de l'étanchéité des connexions
L'étanchéité du gazoduc est vérifiée par sections.Dans le cas des immeubles d'appartements, un segment est sélectionné depuis l'endroit où le carburant est injecté dans le bâtiment jusqu'aux robinets pour l'équipement ménager.
Des bouchons sont placés aux extrémités de la section. La pression dans les tuyaux dépasse les valeurs standard de 25%. La chute de pression est une raison pour vérifier les connexions.
L'intégrité des joints, des dérivations et des points de connexion des équipements est vérifiée de deux manières :
- Avec un indicateur de fuite de gaz.
- En appliquant une solution savonneuse, émulsion.
Dans le premier cas, un signal numérique, sonore ou couleur de l'appareil vous avertira du danger. Dans le second, vous devez surveiller l'apparition des bulles. Leur présence indique une violation de l'intégrité de la connexion.





Caractéristiques de l'installation de raccords filetés
Grâce à différents types de raccords filetés, le pipeline est capable d'effectuer les virages et les virages les plus complexes.

Le moyen le plus courant de connecter des structures en métal / plastique est un raccord «américain».Un tel élément, qui a un accouplement et un filetage aux extrémités, vous permet d'ancrer facilement et rapidement des pièces dissemblables
Le dispositif le plus populaire pour la jonction d'éléments en polymère et en métal est le raccord américain, disponible en différentes tailles. Un appareil pratique avec un manchon en plastique et un filetage métallique est extrêmement facile à assembler, vous permettant de créer une connexion étanche fiable en peu de temps.
Instructions d'installation étape par étape
Pour raccorder un tuyau métallique à un tuyau en polypropylène ou autre tuyau en plastique, vous devez :
À l'aide d'un fer à souder spécial, soudez le manchon de raccord à l'extrémité du tuyau en polymère, puis attendez que le joint refroidisse.
Amenez la partie métallique à l'autre bout de "l'américain" puis serrez le fil. Pour sceller le joint, il est conseillé de l'enrouler en plus le long du fil avec une ou deux couches de ruban FUM, de remorquage ou de fibre de lin (vous pouvez également le recouvrir de silicone).
Le raccord doit toujours être serré à la main : l'utilisation d'outils est indésirable et même dangereuse.
Un équipement spécial ne vous permet pas de contrôler pleinement les forces appliquées, ce qui peut endommager la pièce.
Une fois les travaux terminés, il est important de vérifier la résistance de la fixation résultante. Pour ce faire, ouvrez simplement l'eau et assurez-vous qu'il n'y a pas de fuite.
Si l'humidité filtre toujours à travers le joint, vous pouvez essayer de serrer un peu plus le boulon. Avec un écoulement d'eau supplémentaire, il est nécessaire de dérouler à nouveau le fil et d'effectuer à nouveau toutes les manipulations.
La forme de la connexion finie peut être modifiée en ramollissant la pièce en plastique avec un sèche-cheveux de construction, puis en réalisant le virage nécessaire au projet.
Raccord de tuyau métallique sans filetage
Il existe des situations où un tuyau en plastique doit être connecté à une contrepartie en métal qui n'a pas de filetage.

Le filetage sur le tuyau peut être appliqué à l'aide d'un outil spécial - un enfileur. Dans les magasins spécialisés, vous pouvez trouver des modèles mécaniques et électriques d'un tel appareil.
Un problème similaire peut être résolu avec un outil spécial appelé "fileteuse" ou "coupe-fil", avec lequel vous pouvez appliquer des rainures sur une pièce en acier ou en fonte.
Il existe deux options de montage :
- Électrique, qui comprend plusieurs coupe-tubes conçus pour des tuyaux de différents diamètres.De tels modèles sont confortables et faciles à utiliser, mais ont un coût élevé.
- Un enfileur manuel est beaucoup moins cher, mais son utilisation nécessite plus de force physique et certaines compétences.
Vous pouvez en savoir plus sur la façon de couper les fils sur les tuyaux dans notre article.
Lorsque vous utilisez des coupe-fils, vous devez suivre quelques règles simples :
L'outil ne peut pas être utilisé si le tuyau est à une courte distance du mur.
L'enfileur électrique chauffe rapidement, vous devrez donc vous reposer périodiquement lors de l'usinage de plusieurs articles.
Lorsque vous travaillez avec un gabarit à main, il est important d'alterner les mouvements, en faisant un demi-tour vers l'avant et un quart de tour vers l'arrière, jusqu'à ce que vous ayez coupé le fil à la longueur souhaitée.
Pour enfiler un tuyau, il est nécessaire de nettoyer soigneusement le tuyau, si nécessaire, d'enlever la peinture existante et de meuler les coulées de métal. Taillez ensuite avec un outil électrique ou sculpté.
Les rainures découpées sont bien nettoyées et lubrifiées avec de l'huile solide, de l'huile ou un autre lubrifiant, puis utilisées pour la connexion avec un raccord.
Sceller avec du fil de lin
Cette méthode est la plus ancienne. C'est ainsi que les joints de tuyaux ont été scellés dans les appartements soviétiques. S'il n'y a pas d'autres produits d'étanchéité dans le magasin, on trouvera certainement du lin et de la pâte de plomberie. Mais ce joint présente un certain nombre d'inconvénients importants:
- Selon les règles, le lin est utilisé en combinaison avec de l'huile siccative et du plomb rouge. Le plomb empêche la corrosion du joint et l'huile siccative remplit les pores du lin comme un polymère.Mais trouver des ingrédients de haute qualité est assez difficile, c'est pourquoi le plomb rouge est souvent remplacé par du fer, ce qui ne fait qu'accélérer l'oxydation des composants métalliques. Certains artisans s'en sortent en utilisant des mastics automobiles à base de silicone.
- La complexité de la pose du fil de lin sur le fil. Ce qui est si facile pour les plombiers expérimentés peut causer beaucoup de difficultés pour un non-spécialiste. Il est peu probable qu'il soit possible d'enrouler correctement le lin sur la connexion la première fois, et toute erreur dans l'exécution de cette opération entraînera le fait que le joint ne durera pas très longtemps.
- Len ne tolère pas très bien les conditions de travail changeantes. Par conséquent, dans les systèmes de chauffage, ses brins s'effondreront beaucoup plus rapidement. De plus, ce type de joint ne répond pas bien aux environnements agressifs.
- La forte hygroscopicité du matériau entraîne son gonflement, à cause duquel des joints insuffisamment solides peuvent simplement éclater. Par exemple, il n'est pas recommandé d'utiliser du lin pour sceller les radiateurs en aluminium.
La question de l'emballage
L'emballage des raccords de gaz est une mesure défensive contre les fuites. Pour le processus dont vous avez besoin : lin et pâte pour investir les raccords filetés.
- Un petit brin est arraché du linge utilisé.


- S'il n'y a pas d'encoches sur le fil, elles doivent être faites. Un outil spécial est utilisé.

Grâce aux encoches, le lin ne se détache pas lors du vissage du fil.
- L'enroulement commence à partir de la fin du fil. Continue vers sa fin. Le lin doit couvrir un peu le haut du fil.


Ce volume est suffisant pour que le lin se fixe dans le joint.

Il s'avère une connexion soignée.

- Le lin est enveloppé dans de la pâte.


- La connexion finie est vissée.

- L'élément réciproque de l'Américain est enfilé (une clé est utilisée ici) et enveloppé dans un appareil de chauffage (radiateur).


- Résultat.




