
- Alors, quelle machine convient au soudage de tuyaux ?
- HAMER MULTIARC-250 Évolution
- Matériel et outils nécessaires
- 4 Cadre réglementaire du soudage bout à bout
- Fabricants de soudeuses manuelles par électrofusion
- Quel équipement existe ?
- Unité de mécano-soudure
- Machine à souder manuelle (fer)
- Particularités
- Sortes
- Critères de sélection d'un outil de soudage
- 5 ELITECH SPT 800
- Fabricants de machines à souder pour tuyaux en polypropylène, un bref aperçu des modèles.
- Méthode de soudage bout à bout
- Types d'appareils
- Manuel
- Mécanique
- hydraulique
- Équipement d'électrofusion
- Comment choisir le bon appareil ?
- Appareil manuel
- Mécanique
- Conclusions et vidéo utile sur le sujet
Alors, quelle machine convient au soudage de tuyaux ?
En résumé, voici une liste d'exigences pour l'équipement de soudage de tuyaux :
- Modes de soudage : MIG/MAG ; MMA TIG
- Courant de soudage : dans la plage de 20 à 250 A (MMA) ; 20 à 250 A (MIG); 20 à 200 (TIG);
- Diamètre du fil : 0,6 à 1,2 mm ;
- Diamètre des électrodes : jusqu'à 1,5 à 5 mm ;
- Tension : 220 V/380 V ;
- Efficacité : 70-90 % ;
- Poids : 15-20 kg.
Ces exigences sont pleinement satisfaites par le poste à souder HAMER MULTIARC-250 Evolution
HAMER MULTIARC-250 Évolution
-
- Courant de soudage 20-250 A (MMA) ; 15-60 A (COUPÉ); 20-200 A (TIG);
- Type de soudage MMA/CUT/TIG ;
- Tension 220 V/ 50 Hz ;
- Durée de charge pour le mode MMA 250 A / 35 % ; 118,5 A/100 % ;
- Durée de charge pour le mode CUT 60 A/35 % ; 29,6 A/100 % ;
- Durée de charge pour le mode TIG 200 A/35 % ; 118,5 A/100 % ;
- Efficacité 85%;
- Poids 15 kg ;
- Convient pour un fonctionnement avec une tension secteur instable (garages, fermes, campagne, etc.)
HAMER MULTIARC-250 Evolution est une machine à souder multifonctionnelle fonctionnant en modes MMA, TIG, CUT. La combinaison de plusieurs modes élargit considérablement la liste des procédés de soudage, vous permettant de travailler avec différents types de métaux. Cela fait du HAMER MULTIARC-250 Evolution un assistant indispensable dans la production, en particulier pour les réparations par soudage, la préparation de l'installation et l'installation des tuyaux.
Recevez 90 roubles en cadeau!

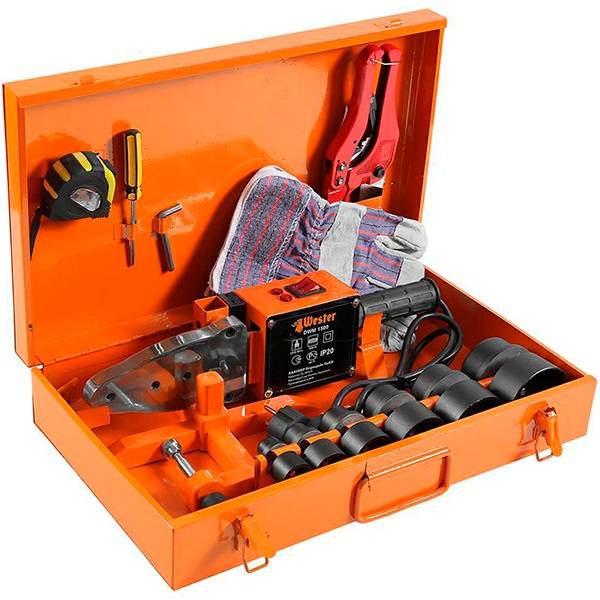
Matériel et outils nécessaires
Pour souder des tuyaux en plastique, il est pratique d'utiliser des fers à souder en forme d'épée avec des buses amovibles. L'élément chauffant pour le soudage de tuyaux est une plate-forme plate appelée fer à repasser, elle comporte des trous pour la fixation de buses chauffantes.
La machine à souder pour le soudage de tuyaux en plastique doit avoir un régulateur de température, un voyant de chauffage. En plus de l'équipement de soudage, des outils sont nécessaires pour couper les ébauches et retirer la couche de feuille. Coupez les produits laminés en plastique de n'importe quelle manière pratique :
- coupe-tube, similaire aux coupe-fils;
- ciseaux pour le métal;
- scie à métaux avec une lame étroite.
Des limes fines ou du papier de verre sont utilisés pour nettoyer les coupes, éliminer l'affaissement. Pour couper des éléments de pipeline avant le soudage, vous devez préparer une règle, une équerre, un feutre ou un marqueur.
4 Cadre réglementaire du soudage bout à bout
Comme on peut le voir, jusqu'à récemment en Russie, il y avait une confusion considérable avec la technologie de soudage bout à bout, car plusieurs documents réglementaires en vigueur donnaient leur propre interprétation, et donc la plupart des soudeurs préféraient faire confiance à la technologie DVS allemande élancée. Et les exigences relatives aux équipements de soudage bout à bout en Russie n'étaient définies par aucune norme.
Depuis le début de 2013, deux documents réglementaires sont entrés en vigueur simultanément dans la Fédération de Russie :
- GOST R 55276 - pour la technologie de soudage bout à bout des tuyaux en PE lors de l'installation de conduites d'eau et de gaz, basée sur la traduction de la norme internationale ISO 21307;
- GOST R ISO 12176-1 - pour les équipements de soudage bout à bout, basé sur la traduction de la norme internationale ISO 12176-1.
L'adoption de GOST pour l'équipement a certainement été utile. Malheureusement, cela ne signifie pas que les équipements importés les plus bas de gamme ont été immédiatement éliminés. Mais, dans tous les cas, quelques équipementiers russes sont désormais contraints de travailler sur la qualité, et le consommateur a reçu un indice sur l'évaluation de la qualité de l'équipement acheté.
GOST sur la technologie du soudage bout à bout a apporté un ordre relatif. Dans tous les cas, cela a conduit à l'uniformité de la technologie de soudage bout à bout des tuyaux en PE sur le territoire de la Fédération de Russie. Mais les problèmes sont restés.
IMPORTANT! GOST R 55276, ainsi que le mode de soudage traditionnel à basse pression (similaire au DVS 2207-1 et aux anciennes normes russes), a légalisé le mode de soudage à haute pression pour les tuyaux en polyéthylène, qui n'était auparavant utilisé qu'aux États-Unis. Ce mode impose des exigences accrues à l'équipement, mais il peut réduire considérablement le temps de cycle de soudage.
IMPORTANT! GOST R 55276 n'est guère adapté à une utilisation directe sur un chantier de construction, car il ne se concentre pas sur un soudeur, mais sur un développeur d'un tableau technologique pour le soudage de tuyaux en polyéthylène. IMPORTANT! GOST R 55276 n'a pas résolu le problème des limitations dont souffraient les anciennes normes russes et à ce jour toutes les normes étrangères souffrent
Premièrement, la plage de température de l'air autorisée est de +5 à +45 ° C, tandis qu'une grande partie du territoire de la Fédération de Russie est obligée de commencer à souder lorsque les marais gèlent. Deuxièmement, l'épaisseur de paroi maximale des tuyaux est de 70 mm, alors que l'épaisseur de paroi des tuyaux réellement produits a depuis longtemps dépassé 90 mm. Et troisièmement, le matériau du tuyau n'est que du polyéthylène basse pression traditionnel (HDPE) avec un indice de fluidité d'au moins 0,2 g / 10 min (à 190/5), tandis que des qualités de polyéthylène non fluides sont utilisées depuis longtemps pour la production. de canalisations gros diamètre moyenne pression avec MFI inférieur à 0,1 g/10 min (à 190/5). Pour des conditions en dehors des limites éprouvées de température de l'air et d'épaisseurs de paroi, certains fabricants ont calculé la technologie de soudage des tuyaux en polyéthylène en extrapolant les réglementations en vigueur, mais cette technologie théorique n'a pas encore été vérifiée par des tests à long terme. Pour les grades de polyéthylène non fluides, il n'existe aucune technologie pour le soudage des tuyaux, même en théorie. En conséquence, environ 80 % de toutes les soudures sont réalisées en Russie dans des conditions qui dépassent les limites d'une technologie éprouvée !
IMPORTANT! GOST R 55276 n'a pas résolu le problème des limitations dont souffraient les anciennes normes russes et à ce jour toutes les normes étrangères souffrent.Premièrement, la plage de température de l'air autorisée est de +5 à +45 ° С, tandis qu'une grande partie du territoire de la Fédération de Russie est obligée de commencer à souder lorsque les marais gèlent
Deuxièmement, l'épaisseur de paroi maximale des tuyaux est de 70 mm, alors que l'épaisseur de paroi des tuyaux réellement produits a depuis longtemps dépassé 90 mm. Et troisièmement, le matériau du tuyau n'est que du polyéthylène basse pression traditionnel (HDPE) avec un indice de fluidité d'au moins 0,2 g / 10 min (à 190/5), tandis que des qualités de polyéthylène non fluides sont utilisées depuis longtemps pour la production. de canalisations gros diamètre moyenne pression avec MFI inférieur à 0,1 g/10 min (à 190/5). Pour des conditions en dehors des limites éprouvées de température de l'air et d'épaisseurs de paroi, certains fabricants ont calculé la technologie de soudage des tuyaux en polyéthylène en extrapolant les réglementations en vigueur, mais cette technologie théorique n'a pas encore été vérifiée par des tests à long terme. Pour les grades de polyéthylène non fluides, il n'existe aucune technologie pour le soudage des tuyaux, même en théorie. En conséquence, environ 80 % de toutes les soudures sont réalisées en Russie dans des conditions qui dépassent les limites d'une technologie éprouvée !









Précédent
2
Pister.
Fabricants de soudeuses manuelles par électrofusion
sur le marché du soudage machines à souder Les tuyaux en PEHD sont les produits les plus demandés des fabricants suivants :
- Rothenberger. Cette société a été fondée en Allemagne en 1949. Au cours des dernières années, l'entreprise a été en mesure d'obtenir un très grand succès, devenant l'un des principaux fabricants de machines à souder. Les produits fabriqués sous la marque Rothenberger se distinguent par la plus haute qualité possible et le plus haut degré de fiabilité.
- Ritmo. La société italienne Ritmo a été fondée en 1979.Aujourd'hui, elle appartient à la catégorie des entreprises leaders engagées dans le traitement des polymères et des produits polymères. Dans ses activités, Ritmo suit constamment les normes les plus modernes et les plus strictes. L'activité de l'entreprise se situe à un niveau très élevé, et il en va de même pour les produits - les produits Ritmo se distinguent par leur variété, leur polyvalence et la plus haute qualité.
- DYTRON. Dans le contexte d'analogues plus anciens, les produits de la société tchèque DYTRON, fondée en 1992, ne semblent pas être de qualité insuffisante - tout est en ordre avec cela. La gamme de produits est exceptionnellement large - l'entreprise produit des équipements manuels et automatiques qui vous permettent de connecter des tuyaux en PEHD. De plus, les gammes de modèles sont constamment élargies et complétées, donc trouver du bon équipement sur les stands de cette marque ne sera pas un problème. Il convient également de noter la conformité des appareils commercialisés aux exigences les plus modernes.
Conclusion
Lors du choix d'un appareil pour souder des tuyaux en PEHD, il est nécessaire de s'appuyer sur les exigences dues à une situation particulière. Une sélection appropriée de l'équipement vous permettra de créer une connexion fiable et étanche qui peut durer aussi longtemps que des tuyaux solides.
Quel équipement existe ?
Selon sa conception, la machine à souder est un appareil dans lequel des tronçons de tuyau sont chauffés, ce qui permet d'obtenir une connexion permanente. Il n'est pas nécessaire d'expliquer que l'équipement utilisé pour souder les tuyaux en plastique aura une conception différente de celle de la machine à souder les tuyaux métalliques.
A ce jour, le Il existe sur le marché deux types d'appareils utilisés pour le soudage des tuyaux en polypropylène :
- appareils mécaniques pour le soudage;
- machine à souder manuelle.
Il vaut la peine de penser à utiliser le premier dans les cas où il est nécessaire de combiner les joints, en faisant beaucoup d'efforts pour cela, ou si la tâche d'installer des tuyaux d'un diamètre assez grand s'est posée.
Une soudeuse manuelle de tuyaux en plastique sera le meilleur choix lorsqu'il est prévu d'assembler le pipeline par lui-même et qu'il est prévu d'utiliser des tuyaux de diamètre différent pour le travail.
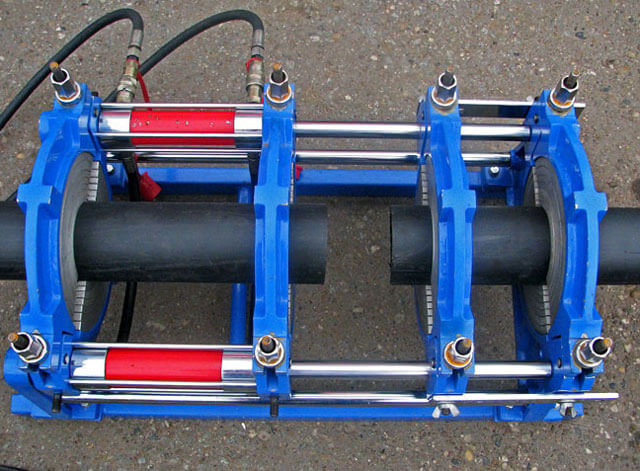
Unité de mécano-soudure
 En termes de conception, un appareil mécanique pour le soudage de tuyaux en polypropylène est réalisé sous la forme d'un cadre de support sur lequel se trouvent une unité d'instrumentation et une unité hydraulique. Sur les côtés gauche et droit, il y a des poignées, chacune ayant une paire de demi-anneaux. Les poignées sont séparées par des inserts pour aider à équilibrer la pression et le centre. En termes de diamètre intérieur, ils ne diffèrent pas des tuyaux avec lesquels travailler.
En termes de conception, un appareil mécanique pour le soudage de tuyaux en polypropylène est réalisé sous la forme d'un cadre de support sur lequel se trouvent une unité d'instrumentation et une unité hydraulique. Sur les côtés gauche et droit, il y a des poignées, chacune ayant une paire de demi-anneaux. Les poignées sont séparées par des inserts pour aider à équilibrer la pression et le centre. En termes de diamètre intérieur, ils ne diffèrent pas des tuyaux avec lesquels travailler.
Dans la conception de l'appareil, il y a une tondeuse électrique dont le but principal est d'aligner les extrémités des tuyaux. Cet appareil est un disque rotatif équipé de couteaux à double face, qui dispose également d'un mécanisme de verrouillage qui assure un fonctionnement sûr. L'élément chauffant de travail principal est un disque en acier avec un revêtement antiadhésif contenant des éléments chauffants à l'intérieur. La conception de nombreux modèles de tels appareils contient souvent des contrôleurs de température et des capteurs de contrôle de température.
Machine à souder manuelle (fer)
Considérant qu'il est peu probable que le consommateur ordinaire ait la tâche d'installer de longs réseaux, il ne devrait pas acheter un appareil de soudage encombrant.
La plupart des consommateurs utilisent généralement un appareil tel qu'un fer à souder pour assembler les tuyaux. Si nous l'évaluons par sa conception et ses caractéristiques de fonctionnement, alors à cet égard, il diffère peu d'un appareil électroménager traditionnel. Parmi ses caractéristiques, seule une conception différente peut être distinguée.
Les principaux éléments de sa conception sont une plaque chauffante, un thermostat et une poignée ergonomique. Si vous regardez attentivement, vous pouvez trouver deux trous dans la plaque chauffante, qui sont nécessaires pour fixer des éléments de soudage appariés dont le diamètre diffère. Ils se distinguent tout d'abord par la présence d'un revêtement en téflon, grâce auquel le plastique n'adhère pas à une surface chaude.
Particularités
Lors du choix d'une machine pour souder des tuyaux en PE, vous devez clairement comprendre quel type de travail sera effectué avec celle-ci. Les caractéristiques de l'équipement souhaité dépendront en grande partie de la méthode de soudage que vous prévoyez d'utiliser le plus souvent.
Il existe quatre méthodes principales pour souder les produits en polyéthylène.
- Soudage bout à bout - cette méthode est la plus courante et repose sur la connexion d'extrémités de tuyaux chauffées entre elles ou à des raccords à l'aide d'un miroir de soudage spécial. L'assemblage bout à bout vous permet d'obtenir un assemblage d'assez haute qualité à un prix d'équipement abordable, mais la méthode ne convient pas pour assembler des produits d'une épaisseur de paroi inférieure à 4,5 mm.L'utilisation du soudage bout à bout nécessite un nettoyage minutieux des surfaces à assembler, une précision maximale dans le rognage des produits et l'application d'une pression correcte sur les tuyaux lors de leur raccordement.
- L'amarrage des tuyaux dans une prise (ou une méthode de couplage) est une méthode fiable, mais moins courante et plus coûteuse, basée sur la connexion de produits via un couplage spécial. Il existe également des options pour connecter deux tuyaux de diamètres différents directement l'un à l'autre. Cette méthode n'est pas utilisée pour la pose de canalisations situées à l'extérieur.
- Soudage par électrofusion (ou thermistance) des tuyaux - cette méthode est similaire à l'assemblage dans une prise, mais le couplage utilisé contient un élément chauffant en métal, ce qui contribue à un chauffage plus uniforme des produits connectés et du couplage électrique. Chaque embrayage électrique possède un code-barres spécial qui encode les paramètres de courant électrique nécessaires à cet embrayage, de sorte que les appareils de ce type sont souvent équipés d'un lecteur de code-barres. La méthode de la thermistance est encore plus fiable (et plus chère) que la méthode de couplage, elle est donc principalement utilisée dans les cas où il est nécessaire de fournir une connexion très stable (par exemple, lors de la pose de canalisations dans des zones de tremblements de terre fréquents). Cette méthode est utilisée pour connecter des tuyaux d'un diamètre de 20 mm ou plus avec n'importe quelle épaisseur de paroi, et les exigences en matière de précision de maintien des paramètres technologiques sont bien inférieures à celles du soudage bout à bout.
- Le soudage par extrusion est une méthode similaire au soudage électrique, dans laquelle du polyéthylène chauffé est introduit à travers une extrudeuse spéciale dans la zone de soudage, formant une connexion entre les tuyaux.La résistance de la connexion résultante ne dépasse généralement pas 80% de la résistance du polyéthylène, de sorte que la méthode d'extrusion est généralement utilisée principalement pour connecter des tuyaux avec d'autres produits en plastique et installer des tuyaux d'un diamètre de 630 mm ou plus dans des endroits qui ne sont pas susceptibles être soumis à de fortes charges.


Sortes
Tous les appareils de soudage en polyéthylène se composent de quatre modules principaux - un générateur (fonctionnant généralement sur le principe d'un onduleur avec un transformateur ou une alimentation à découpage), un module de contrôle de puissance, un module de contrôle de température et une unité technologique dans laquelle le processus de connexion lui-même se déroule. Chacune des quatre méthodes de soudage décrites ci-dessus est effectuée à l'aide de l'outil approprié.











Les machines existantes pour chacune des 4 voies peuvent être divisées en 3 catégories selon le degré d'automatisation.

Les dispositifs semi-automatiques sont divisés selon le type d'entraînement utilisé en mécanique et hydraulique. Dans les appareils à entraînement mécanique, la force nécessaire pour centrer et maintenir les tuyaux pendant le processus de soudage est créée avec l'aide de l'opérateur, ils ne sont donc utilisés que pour travailler avec des tuyaux d'un diamètre inférieur à 160 mm. L'entraînement hydraulique ne nécessite pas l'application d'une force de la part de l'opérateur et est utilisé pour souder des produits de tout diamètre, y compris ceux supérieurs à 160 mm.


Une autre caractéristique importante de la machine à souder est le diamètre des tuyaux qu'elle peut connecter, car les tailles standard des tuyaux en PE sont comprises entre 16 et 1600 mm. Par exemple, pour la plomberie dans les appartements, des tuyaux d'un diamètre de 20 à 32 mm sont généralement utilisés, mais pour l'installation de canalisations principales, un appareil capable de souder des tuyaux d'un diamètre de 90/315 mm ou plus peut déjà être nécessaire.
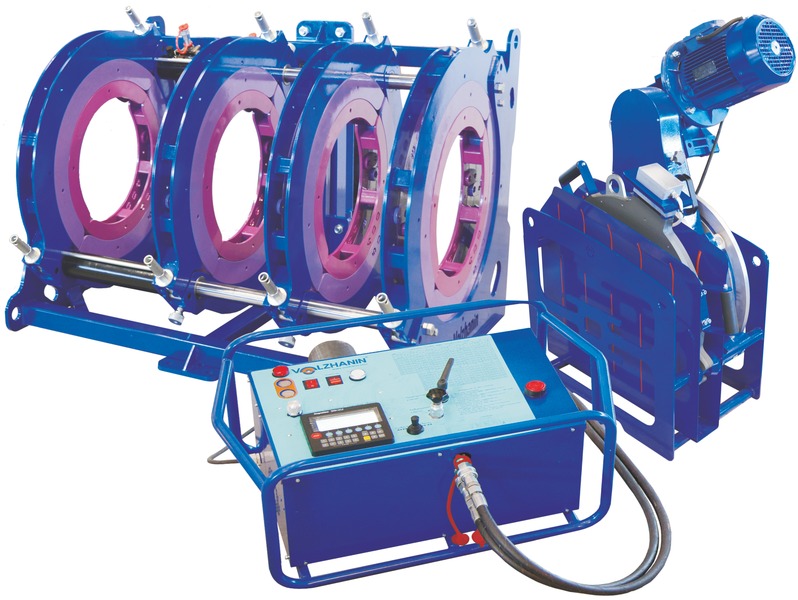
Actuellement, les appareils les plus populaires sont Georg Fischer (Suisse), Rothenberger (Allemagne), Advance Welding (Grande-Bretagne), Eurostandard, Technodue et Ritmo (Italie), Dytron (République tchèque), KamiTech et Nowatech (Pologne). Il existe également des fabricants russes d'appareils de soudage en polyéthylène, par exemple l'usine de Volzhanin, qui produit des équipements pour les produits de soudage bout à bout d'un diamètre de 40 à 1600 mm et des appareils d'électrofusion capables de connecter des tuyaux d'un diamètre allant jusqu'à 1200 mm.
Critères de sélection d'un outil de soudage
Lorsque vous décidez du problème avec la classe d'équipement de soudage préférée, il faut tout d'abord faire attention à l'étendue des travaux prévus. Ici, les paramètres suivants sont d'une grande importance :
- La gamme de diamètres de tuyaux avec lesquels travailler.
- Consommation d'énergie.
- Prix du périphérique.
Il est à noter qu'il existe une relation claire entre ces paramètres. Ainsi, avec une augmentation du diamètre extérieur du tuyau, il est nécessaire d'envisager des modèles de puissance supérieure. Il est généralement admis que l'indicateur de puissance, dont l'unité est le watt, doit être 10 fois le diamètre, calculé en millimètres. En d'autres termes, s'il est censé souder des tuyaux d'un diamètre extérieur de 30 mm, vous pouvez vous limiter à un modèle dont la puissance nominale est de 300 watts. Il convient de noter que les chiffres donnés ne sont pas définitifs et exacts, et donc des erreurs de moins de 30% sont autorisées ici.
Par conséquent, si le modèle d'équipement de soudage consomme beaucoup d'énergie, cela permet au propriétaire de souder des tuyaux de plus grand diamètre.Cependant, l'acquisition d'un tel équipement nécessitera des dépenses importantes.
5 ELITECH SPT 800

Riche équipement Pays : Russie (produit en Chine) Prix moyen : 1 638 roubles. Note (2019) : 4,5









Ce fer à souder économique pour tuyaux en polypropylène peut être vu non seulement entre les mains des installateurs novices, mais aussi des professionnels. Le modèle peut fonctionner avec 6 tailles de tuyaux, de 20 à 63 mm. Les experts notent des buses de haute qualité recouvertes de téflon. Avec une puissance de chauffe de 800 W, l'appareil peut rapidement chauffer jusqu'à 300°C. Le radiateur refroidit également assez rapidement. Le fabricant a complété son produit avec 6 buses, un support, un boîtier métallique fiable et un ensemble d'outils (tournevis, clé hexagonale).
En analysant les avis des consommateurs, il existe plusieurs avantages et inconvénients de l'appareil. D'une part, le modèle mérite des éloges pour sa puissance, son chauffage et son refroidissement rapides, ses coutures lisses et son prix abordable. Les plaintes viennent du support inconfortable, du boîtier fragile, du revêtement en téflon de mauvaise qualité.
Fabricants de machines à souder pour tuyaux en polypropylène, un bref aperçu des modèles.
Lors du choix d'un équipement, l'un des critères déterminants est la réputation du fabricant. Et bien que les machines pour le soudage manuel des tuyaux en polypropylène ne puissent pas être qualifiées d'appareils trop complexes et de haute technologie, il existe également certaines autorités dans ce domaine.
Ainsi, les "tendances" dans la production de tels équipements sont considérées comme "Rothenberger", "Valfex", "Dytron", "BRIMA", "Gerat", "KERN". Les appareils Elitech, Sturm, Caliber, Enkor, PATRIOT, Energomash, DeFort ne sont pas moins fiables et demandés.L'essentiel est que l'équipement acheté soit vraiment original, pas un faux, et soit accompagné d'une garantie d'usine du fabricant.
En conclusion, traditionnellement, une petite revue des modèles populaires et du niveau de prix moyen pour eux.
| Nom du modèle, illustration | Brève description du modèle | Niveau de prix moyen, frotter. (avril 2016) |
|---|---|---|
"BRIMA TG-171", Allemagne - Chine  | Puissance 750 W, diamètre de soudage - jusqu'à 63 mm, thermostat électromécanique, température de chauffage - jusqu'à 300 °C. Temps de préchauffage - pas plus de 15 minutes. L'ensemble comprend six paires de buses de 20 à 63 mm. | 3900 |
"ENCOR ASP-800", Russie - Chine  | Puissance 800 W, diamètre de soudage - jusqu'à 63 mm, thermostat électromécanique, température de chauffage - jusqu'à 300 °C. Support de plate-forme stable. Le kit comprend six paires de buses de 20 à 63 mm avec un revêtement en téflon. | 2200 |
Elitech SPT 1000, Russie - Chine  | Appareil avec un élément chauffant cylindrique. Puissance - 1000 watts. Diamètre de soudage - de 16 à 32 mm. Un ensemble de buses (4 diamètres) avec un revêtement en téflon est inclus dans la livraison. Forme ergonomique du corps et de la poignée, vous permettant de travailler dans des endroits difficiles d'accès. Thermostat électromécanique. | 2700 |
"Sturm TW7219", Allemagne - Chine  | Modèle haute puissance - 1900 W, avec possibilité d'allumer pleine et demi puissance (un ou deux éléments chauffants). Six paires d'embouts recouverts de téflon. Le diamètre de soudage maximal est de 62 mm. Temps de chauffage - environ 12 minutes. Forfait de livraison allongé qui ne nécessite pas l'achat d'accessoires supplémentaires. | 3300 |
Dytron Polys P-1a, République tchèque  | Matériel professionnel de haute qualité. Puissance - 650 watts. Réchauffeur cylindrique avec thermostat capillaire de haute précision.Diamètre de soudage - jusqu'à 32 mm. Embouts brevetés de type chaussure de 3 diamètres, recouverts de téflon bleu de haute qualité. Six réglages de température. Protection automatique contre la surchauffe. Poids - seulement 1,3 kg, ce qui facilite le travail dans les endroits difficiles d'accès. | 11200 dans la configuration minimale - un appareil, un support et trois buses. |
Rothenberger ROWELD P 40T, Allemagne  | Puissance - 650 watts. Le diamètre de soudage maximal est de 40 mm. Réchauffeur en forme d'épée avec possibilité d'installer deux paires de manchon-mandrin. Le kit comprend 4 paires de buses de 20 à 40 mm, revêtement Téflon de haute qualité. Caractéristiques de cet appareil - le thermostat intégré est conçu spécifiquement pour les tuyaux en polypropylène et est programmé pour le maintien de haute précision d'une température stable de 260 ° C. La masse de l'appareil est de 2,8 kg. | 14500 |
KERN Soudeur R63E, Allemagne  | Modèle de qualité professionnelle. Puissance relativement faible, 800 W, et en même temps - possibilité de souder des tuyaux d'un diamètre allant jusqu'à 63 mm. Six paires d'embouts revêtus de téflon inclus. Installation électronique de haute précision de la température réglée avec le contrôleur à microprocesseur, affichage numérique. | 13500 |
En conclusion - une vidéo sur une autre machine à souder pour tuyaux en polypropylène
Méthode de soudage bout à bout
Cette méthode vous permet de connecter des tuyaux en polyéthylène avec une soudure à l'aide d'un équipement spécial pour le soudage bout à bout. La soudure (ou "joint") est égale en résistance à la traction au tuyau en polyéthylène lui-même. En soudant avec un outil chauffé, des tuyaux en PE d'un diamètre compris entre 50 mm et 1600 mm inclus sont connectés. Les modes de soudage technologiques standard sont conçus pour fonctionner à une température de l'air de -10°C à +30°C.Si la température de l'air dans la rue dépasse les intervalles de température standard, le soudage des tuyaux en polyéthylène doit être effectué dans un abri afin de respecter les paramètres technologiques. Le soudage bout à bout des tuyaux en PEHD sous pression est divisé en deux étapes principales : les travaux préparatoires et le soudage proprement dit. La phase préparatoire comprend :
- vérification des performances et de la préparation au fonctionnement des équipements de soudage,
- préparation d'un lieu pour le placement du matériel de soudage,
- sélection des paramètres nécessaires au soudage,
- fixation des tuyaux PE et centrage dans les colliers de la machine à souder,
- traitement mécanique des extrémités des surfaces soudées de tuyaux ou de pièces.
Lors de la préparation de l'équipement, les gaines et les colliers sont sélectionnés en fonction du diamètre du tuyau à souder. Les surfaces de travail de l'appareil de chauffage et de l'outil de traitement des tuyaux en PE doivent être nettoyées de la saleté et de la poussière. Le fonctionnement de l'équipement est vérifié lors d'une inspection visuelle des unités et des composants de la machine à souder, ainsi que lors de l'inclusion du contrôle. À la machine à souder, le bon fonctionnement de la pince mobile du centreur et le fonctionnement du dresseur sont vérifiés. Le placement de l'équipement de soudage est effectué sur un site ou un tracé de pipeline préalablement préparé et dégagé après que les tuyaux en PE y ont été stockés. Si nécessaire, le site de soudage est protégé par des auvents pour le protéger des précipitations, du sable et de la poussière. Par temps humide, il est recommandé d'installer le matériel de soudage sur des boucliers en bois. Et il est recommandé de fermer l'extrémité libre du tuyau en polyéthylène avec des bouchons d'inventaire pour éviter les courants d'air à l'intérieur du tuyau pendant le soudage.
L'assemblage des tuyaux et des pièces en PEHD sous pression soudés, y compris l'installation, le centrage et la fixation des extrémités à souder, est effectué dans les pinces du centreur de la machine à souder. Les colliers de la machine à souder pour tuyaux en PE sont serrés de manière à empêcher le glissement des tuyaux et à éliminer, dans la mesure du possible, l'ovalisation aux extrémités. Lors du soudage bout à bout de tuyaux en PE de grand diamètre, étant donné qu'ils ont un poids mort suffisamment important, des supports sont placés sous les extrémités libres pour aligner le tuyau et empêcher l'extrémité soudée du tuyau de bouger. La séquence du processus de soudage:
- mesurer d'abord la force nécessaire pour déplacer la pince mobile avec un tuyau fixe,
- un réchauffeur est installé entre les extrémités des tuyaux, chauffé à la température requise,
- effectuer le processus de refusion en pressant les extrémités des tuyaux en PE contre le réchauffeur, en créant la pression nécessaire,
- les extrémités sont pressées pendant un certain temps (selon la technologie de soudage de ce tuyau en polyéthylène) jusqu'à l'apparition d'une bavure primaire d'une hauteur de 0,5 à 2,0 mm,
- après l'apparition de la bavure primaire, la pression est réduite et maintenue pendant le temps nécessaire pour réchauffer les extrémités des tuyaux,
- après la fin du processus de préchauffage, la pince mobile du centreur est rétractée de 5 à 6 cm et le réchauffeur est retiré de la zone de soudage,
- après avoir retiré le réchauffeur, mettre en contact les extrémités des tuyaux en polyéthylène en créant la pression nécessaire à la précipitation,
- la pression de précipitation est maintenue pendant le temps nécessaire au refroidissement du joint, puis une inspection visuelle de la soudure résultante est effectuée en termes de taille et de configuration de la bavure extérieure,
- marquez ensuite la soudure obtenue.
Types d'appareils
Selon le principe des pièces de connexion, les unités de soudage sont divisées en 2 types:
- pour connexion électrosoudable ;
- pour douille et crosse.
Selon le principe de fonctionnement, tous les types d'équipements sont divisés en manuels et mécaniques. Tout équipement de soudage, quel que soit son type, comporte 4 unités principales : un générateur, un régulateur de température, un module de puissance et une unité technologique où les pièces sont connectées. Ce dernier a une structure différente (selon le type de soudure).
Manuel
Les soudeuses manuelles de petite taille se présentent sous la forme d'une plaque avec des embouts pour la fixation des extrémités des pièces en PEHD. Pour connecter les surfaces préparées, un effort humain est nécessaire, de sorte que le diamètre du tuyau ne doit pas dépasser 125 mm. Un appareil portatif est choisi pour un usage domestique, c'est le plus facile à maîtriser, il a un prix bas.
Mécanique
Ces appareils sont destinés aux professionnels. Ils comprennent les éléments suivants :
- centreur avec embouts pour serrer les pièces;
- coupeur d'extrémité avec couteaux aiguisés pour le traitement des tuyaux;
- élément chauffant (miroir de soudage);
- dispositif de compression.
La compression des tuyaux connectés est assurée par le mécanicien, leur diamètre est donc illimité. Le soudage avec un appareil à entraînement mécanique est une méthode plus avancée : il facilite le travail de l'opérateur et fiabilise l'assemblage.
hydraulique
Dans les équipements hydrauliques, la compression des produits est réalisée par un entraînement hydraulique. Ces appareils sont conçus pour le soudage bout à bout et il en existe 3 types:
- Manuel. Toutes les opérations sont effectuées manuellement. Sont appliqués au soudage des pipelines à moyenne et basse pression.
- Semi-automatique. Le travail manuel consiste uniquement à poser des tuyaux. La connexion s'effectue automatiquement.
- Automatique.Les mouvements de toutes les unités de l'unité du début à la fin du processus sont contrôlés par un ordinateur, l'opérateur n'entre que les paramètres nécessaires.
Les machines modernes fonctionnent avec une grande précision. Ils peuvent lire les informations nécessaires à partir du code à barres imprimé sur le PEHD ou sur les raccords électriques, à la fin du processus, ils émettent un protocole de rapport, indiquent les erreurs.
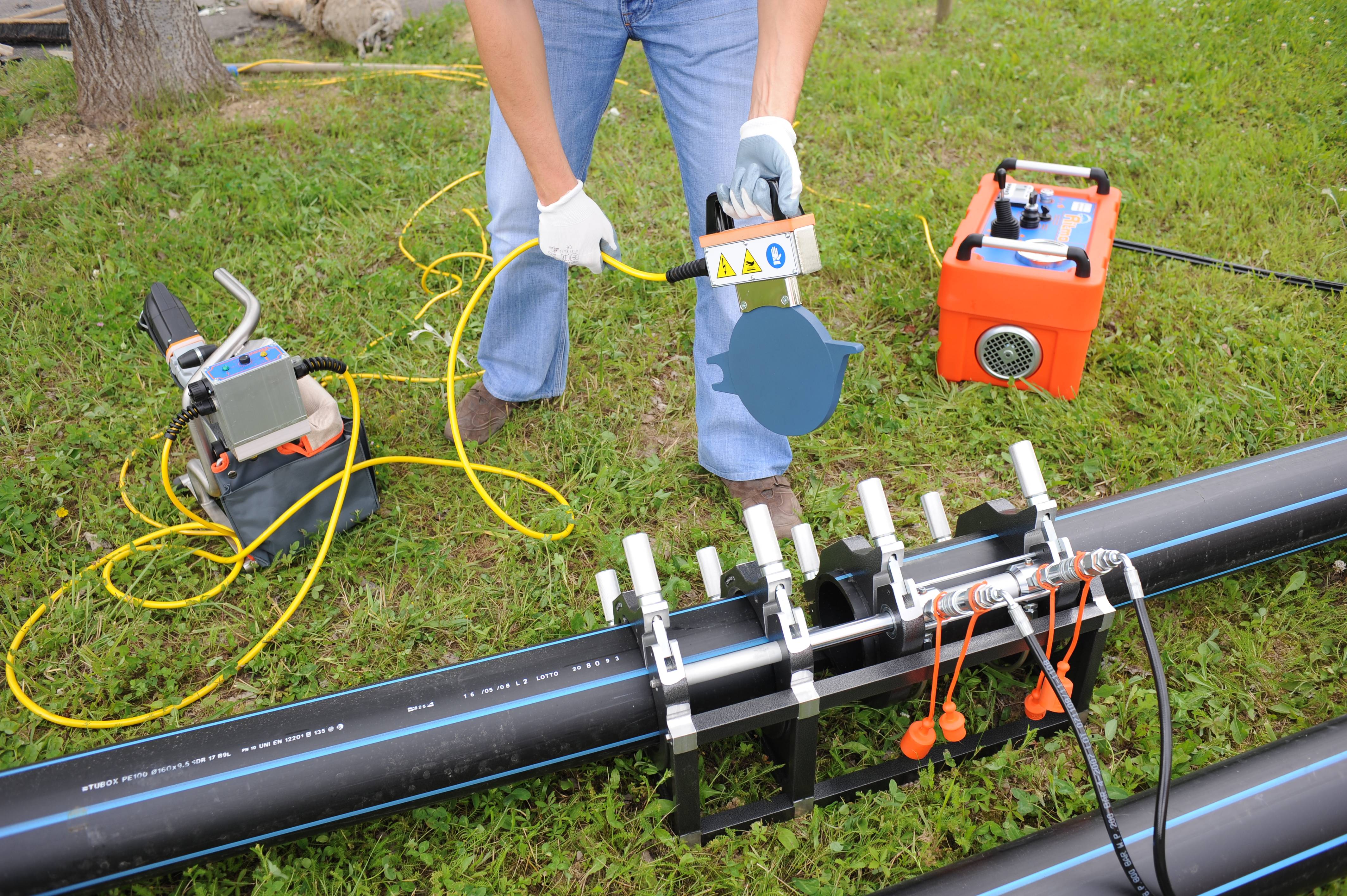
Équipement d'électrofusion
 La technologie du soudage par électrofusion est la suivante. Au stade de la production, un élément chauffant est posé dans chaque raccord depuis la surface intérieure avec deux fils vers sa surface extérieure.
La technologie du soudage par électrofusion est la suivante. Au stade de la production, un élément chauffant est posé dans chaque raccord depuis la surface intérieure avec deux fils vers sa surface extérieure.
Les tuyaux à raccorder sont insérés dans le raccord. Avec un câble spécial, les sorties du couplage et de la machine à souder sont connectées. Après cela, l'élément à l'intérieur du couplage est chauffé.










De ce fait, la section du tuyau en polypropylène et le raccord fondent dans la zone de l'élément chauffant. Lorsque l'appareil est éteint, la polymérisation inverse des parties connectées du produit se produit. Le résultat est une connexion monolithique.
peut travailler avec des produits de presque tous les diamètres. Ils peuvent souder des tuyaux en polypropylène, ainsi que des produits en polyéthylène basse pression (HDPE).
L'élément principal est un microprocesseur unité avec alimentation régulée. Il enregistre le protocole de soudage pour surveiller le fonctionnement et génère le courant nécessaire pour obtenir la température de chauffage requise.
A un moment donné, en fonction du diamètre du produit et d'autres conditions, il éteint l'appareil. L'appareil peut fonctionner à l'extérieur dans la plage de température -20…+60 °C.
Par exemple, l'appareil Rothenberger ROWELD ROFUSE PRINT, avec son faible poids et ses dimensions (une petite boîte pesant environ 20 kg), vous permet de connecter des tuyaux en PEHD et en polypropylène d'un diamètre allant jusqu'à 1200 mm.
Les données les concernant peuvent être saisies manuellement ou lues à partir d'un code-barres installé sur le tuyau par le fabricant. L'appareil est facile à utiliser et est livré avec des instructions détaillées.
Comment choisir le bon appareil ?
Appareils pour le soudage de travaux plastiques comme un fer à souder et sont classiquement divisés en 2 types - manuel et mécanique.
Appareil manuel
Représente une plaque chauffante avec des embouts pour les extrémités des tuyaux et la poignée. Selon le principe de fonctionnement, il est similaire à un fer à repasser et à un fer à souder électrique.

Nécessite un effort humain pour comprimer les produits à assembler. Convient aux tuyaux en PE d'un diamètre inférieur à 12,5 cm. En conséquence, il ne convient pas aux gros volumes de travail et il vaut la peine de le choisir pour un usage domestique.
Mécanique
L'appareil de soudage mécanique est un cadre de support avec des disques pour la fixation des tuyaux et un bloc d'instruments. L'élément chauffant avec des éléments chauffants à l'intérieur chauffe les extrémités des tuyaux connectés, et la mécanique fournit une forte compression de ces endroits.
Il est appliqué au soudage des produits qui sont exposés à des charges opérationnelles élevées. Le diamètre des produits est illimité.
Les professionnels devraient choisir cette option.
Conseils utiles pour faire le bon choix :
Attention au colis
L'appareil avec une clé pour les buses convient pour travailler avec un, maximum deux diamètres. Si l'étendue des travaux est plus grande, choisissez un équipement avec des buses de différents diamètres;
Puissance unitaire
Les professionnels ont un secret.La puissance minimale de l'équipement est calculée par une formule simple - le plus grand diamètre de tuyau avec lequel vous devez travailler est multiplié par 10.







Par exemple, si vous allez faire cuire des tuyaux d'un diamètre de 50 mm à la maison, la puissance minimale de l'appareil = 50 × 10 = 500 W ;
Quel fabricant choisir ?
La note la plus élevée concerne les produits des entreprises tchèques (par exemple, TM "Daitron"). Mais le prix des produits - piqûres. Par conséquent - comme alternative - les fabricants turcs. Il existe de bons modèles de production nationale.
Conclusions et vidéo utile sur le sujet
Comparatif et conseils utiles pour le choix des postes à souder :
Cette vidéo montre le processus étape par étape d'assemblage d'une soudeuse pour tuyaux en pp de vos propres mains :
Choisir une machine à souder appropriée pour les tuyaux en polyéthylène n'est pas si difficile. Il est préférable de privilégier les produits de fabricants renommés dans une catégorie de prix acceptable. Avec un strict respect de la technologie de soudage, une connexion fiable peut être obtenue.
Dites-nous comment vous avez choisi une machine à souder pour assembler un pipeline en polymère à la maison ou à la campagne. Partagez les raisons de votre choix. Veuillez laisser dans le bloc ci-dessous, poster une photo sur le sujet de l'article, poser des questions.



